文章来源:建筑工程鲁班联盟
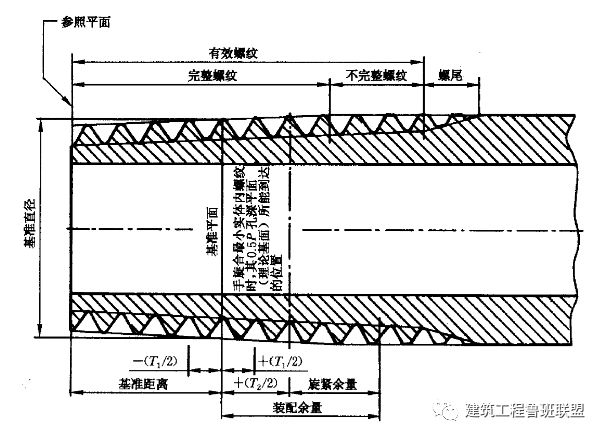
建筑管道根据用途和管材,常用的连接方法有:①螺纹连接、②法兰连接、③焊接连接、④沟槽连接(卡箍连接)、⑤卡压连接、⑥热熔连接、⑦承插连接等。本文详解了建筑管道常用连接方法的标准做法,值得盟友们参考借鉴!
1
麻丝未清理
外露螺纹长
涂刷规范
涂刷随意
2
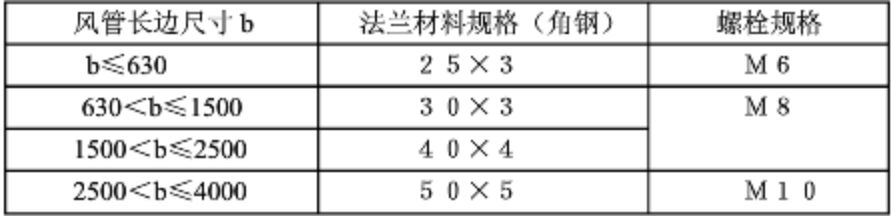
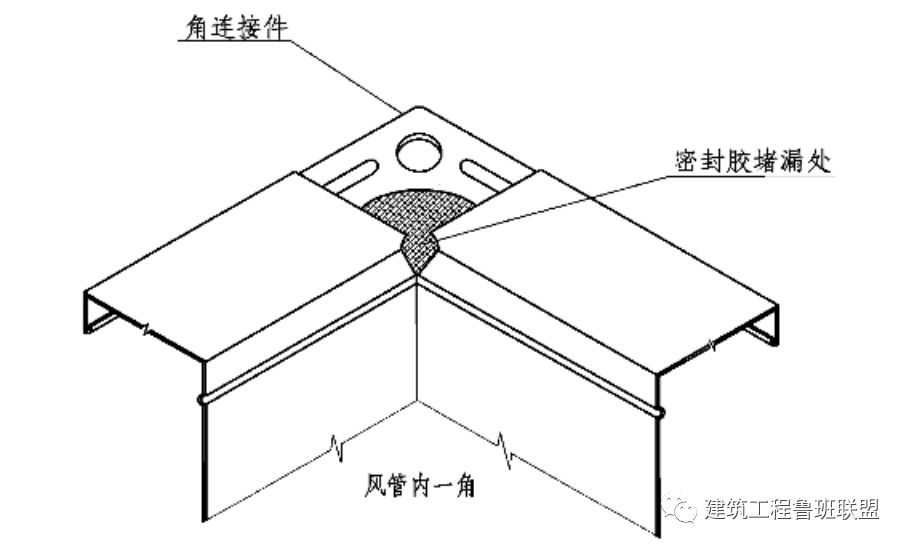
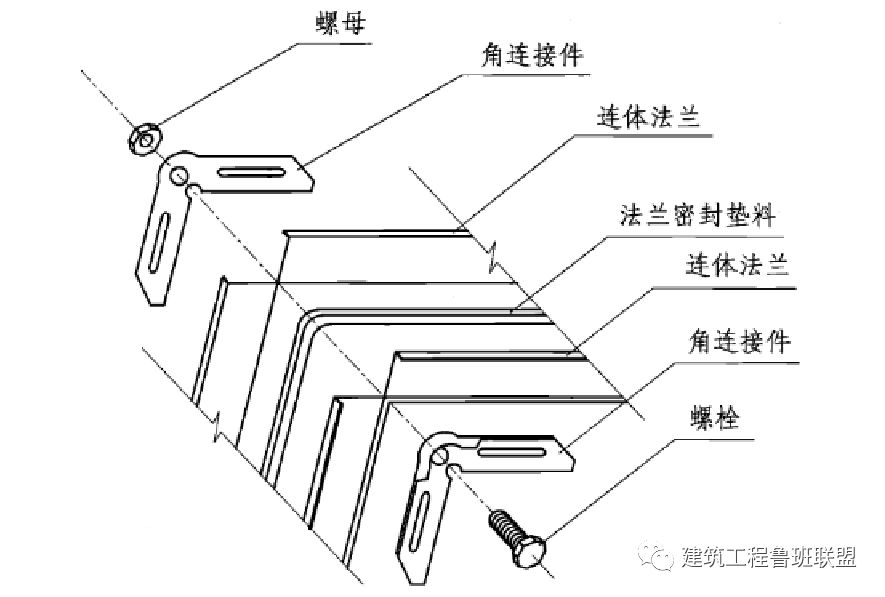
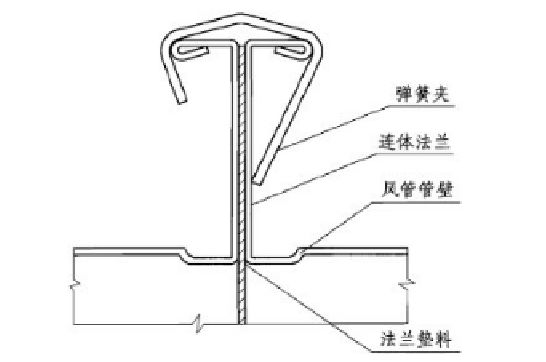
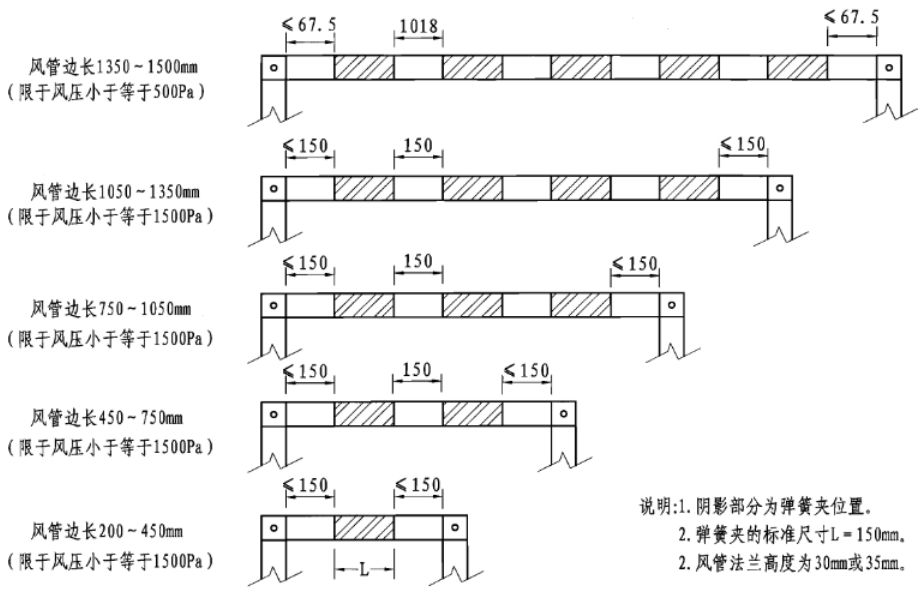
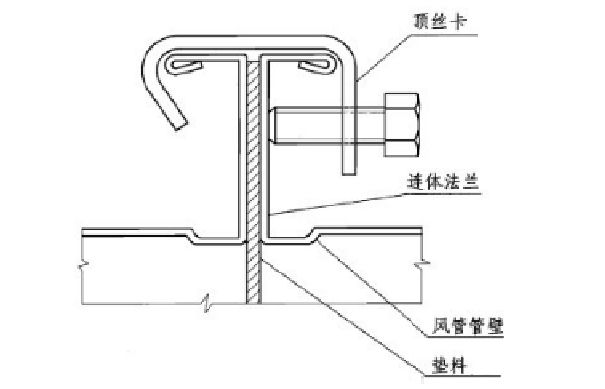
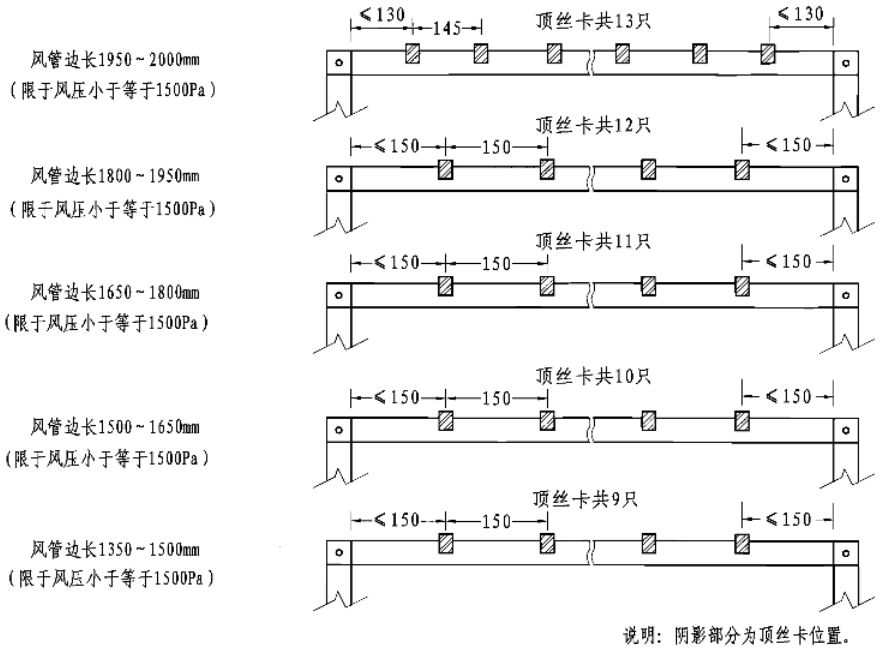
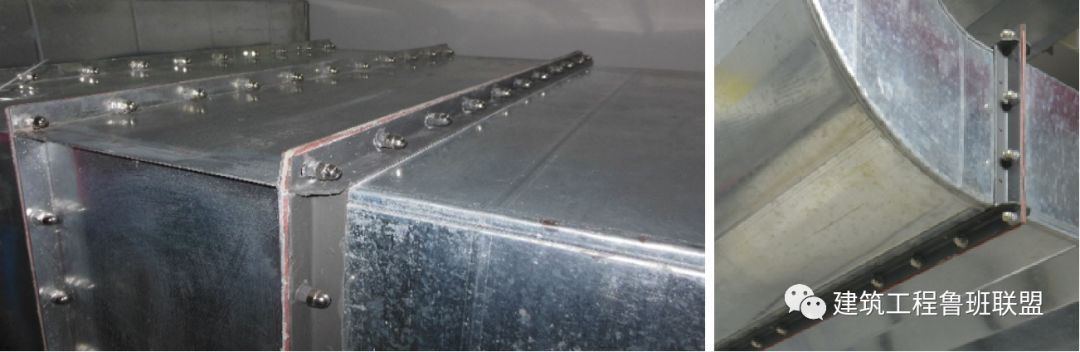
矩形风管角钢法兰
角钢法兰连接
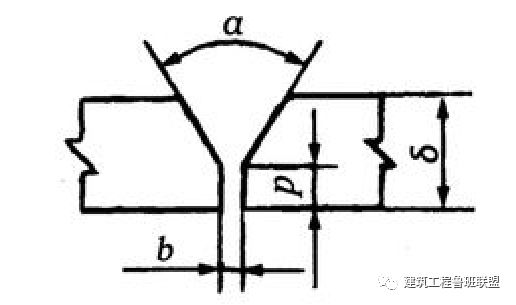
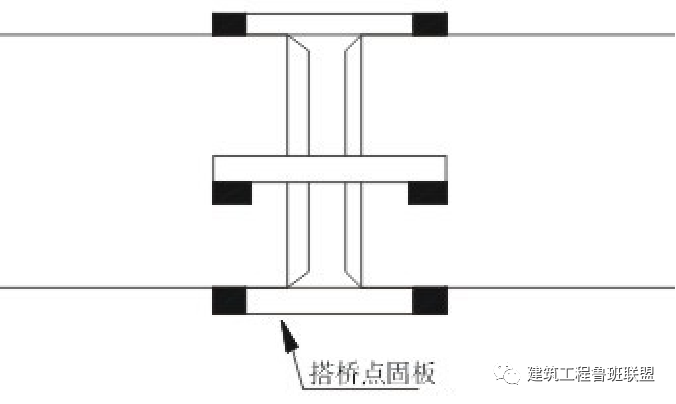
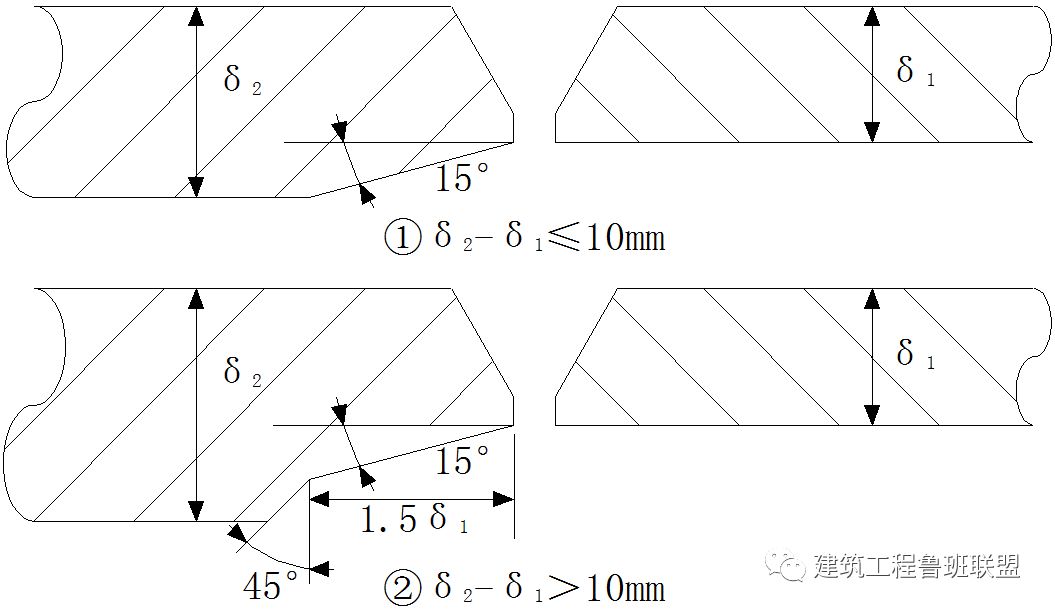
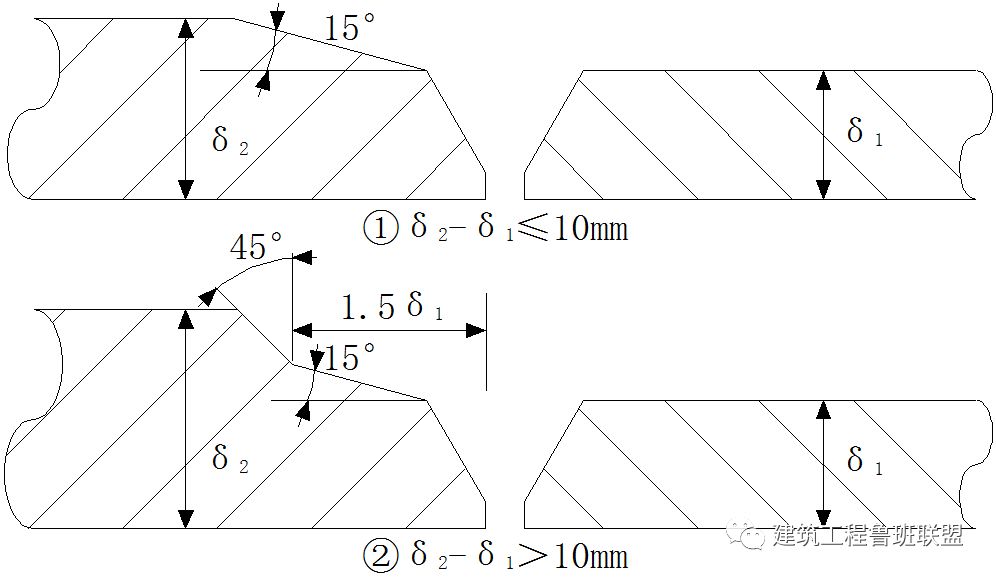
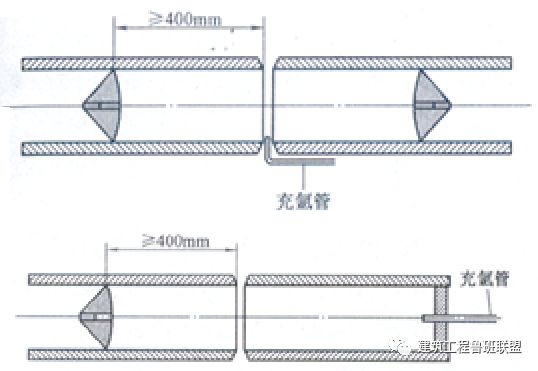
3
铜管钎焊缝处未清理
不锈钢管焊缝处未处理
咬边、焊缝宽窄、余高不一
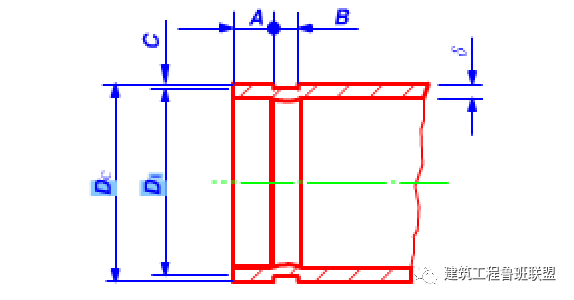
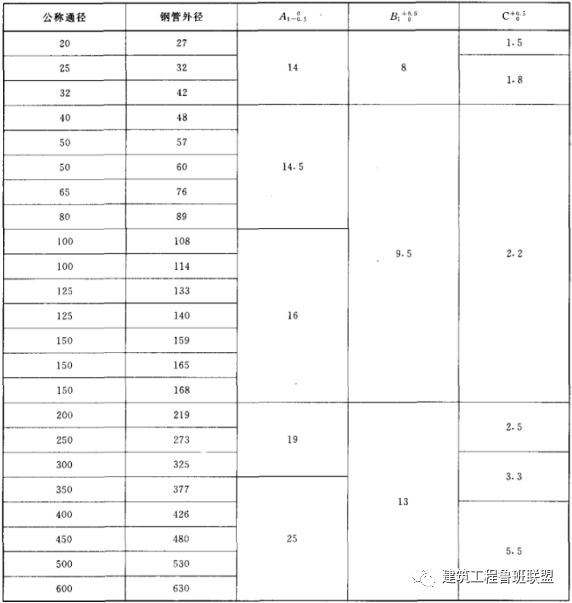
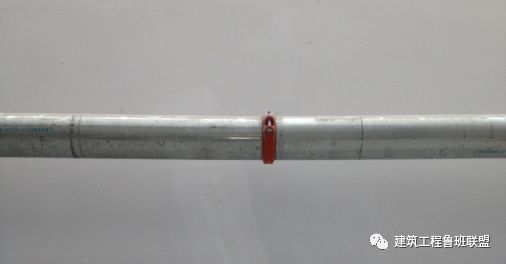
4
标准沟槽
沟槽过深
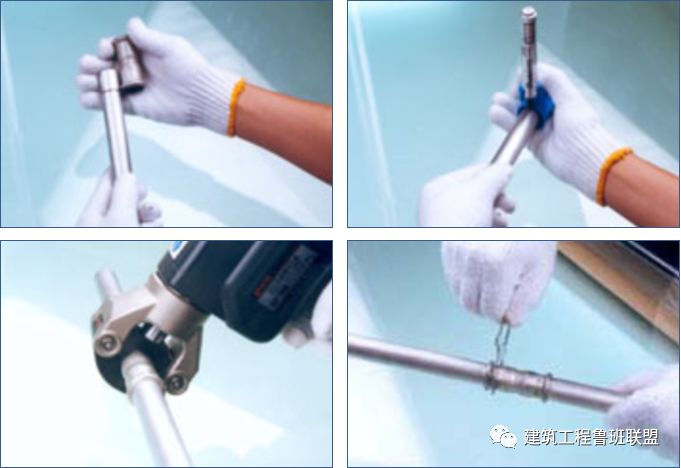
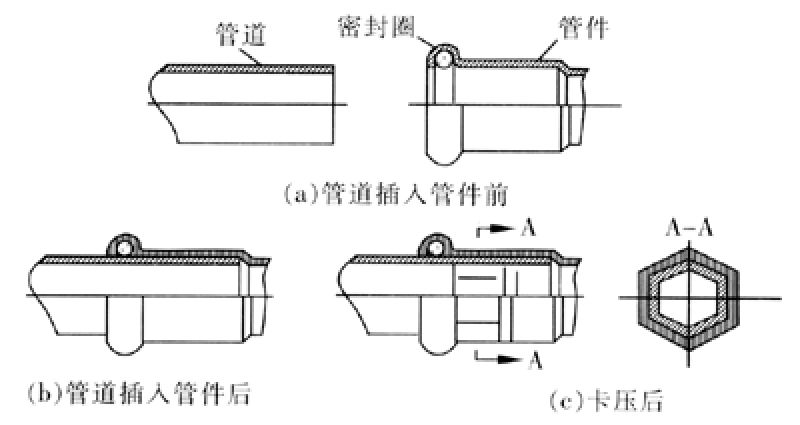
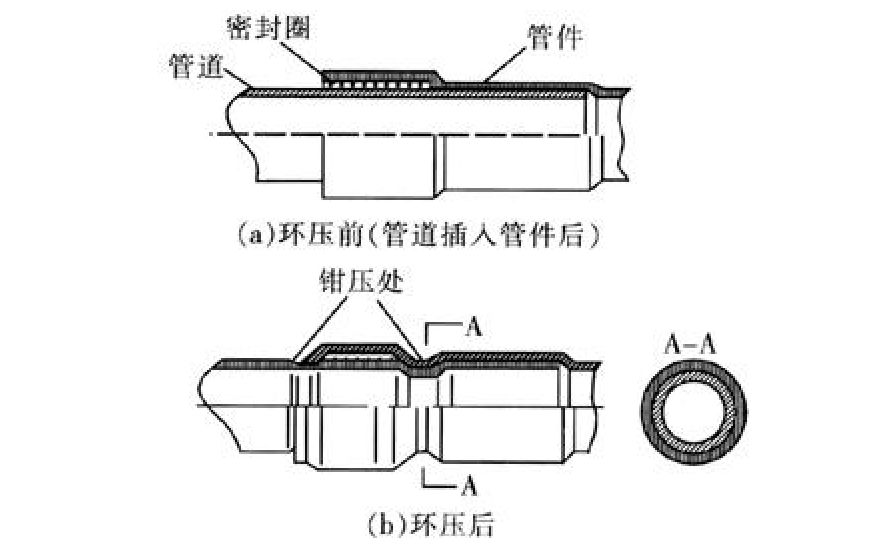
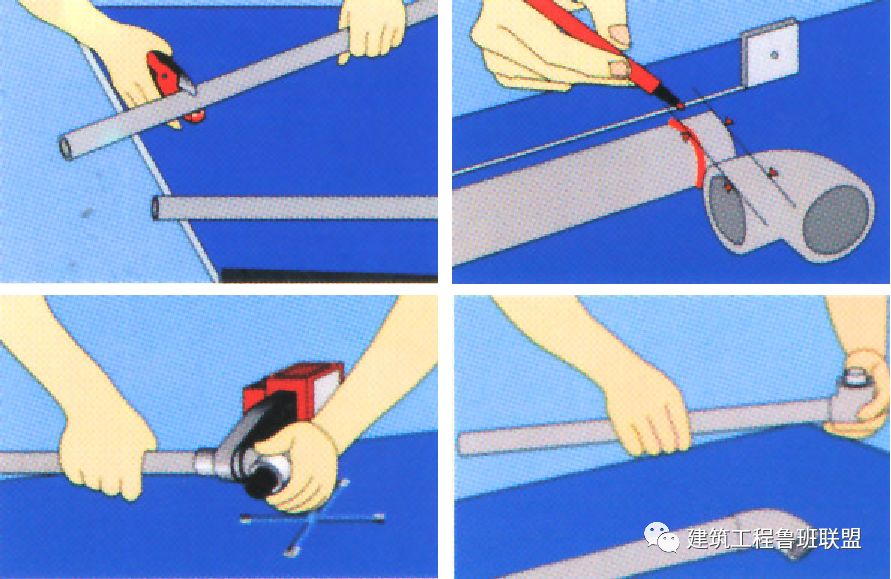
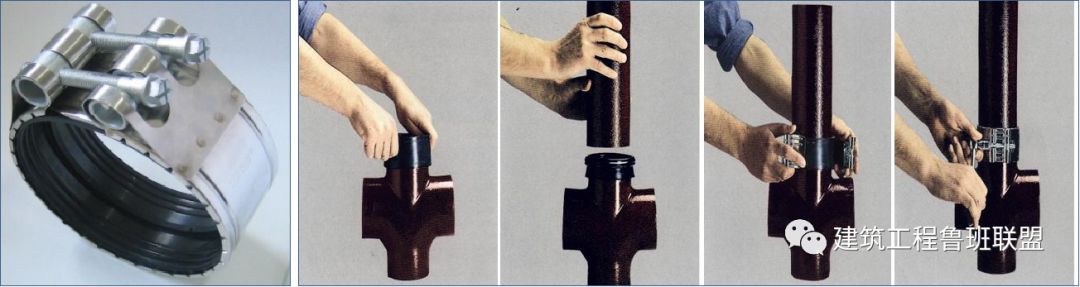
5
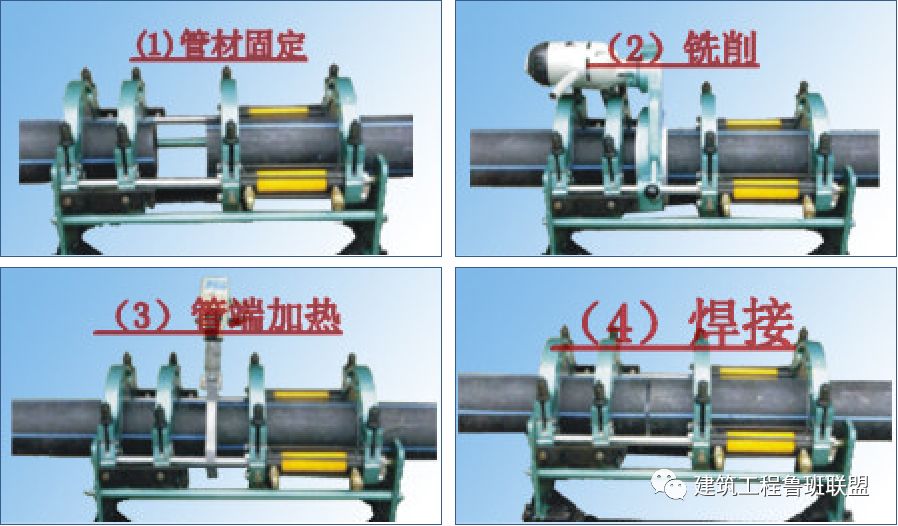
6
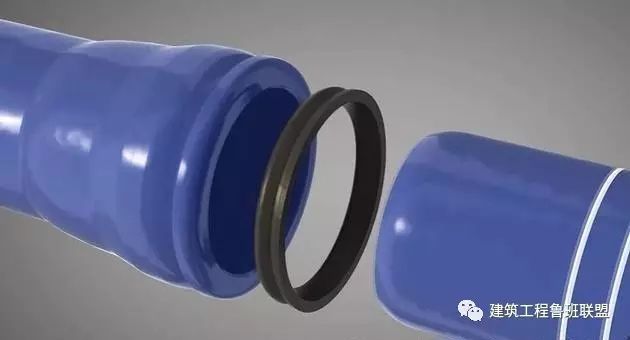
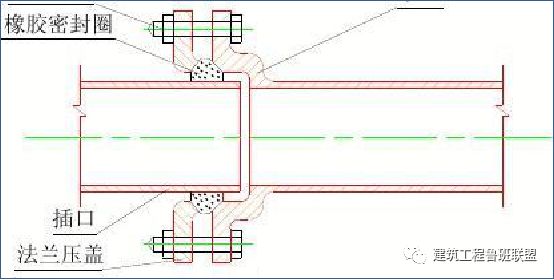
7
以上内容来源于网络收集整理,如有侵权请联系客服